
Chimie ou alchimie des emballages : Pourquoi le film colle au support ?
De nos jours, dans les emballages alimentaires, nous trouvons tous types de supports et d’opercules. Il y a une barquette qui contient l’aliment à emballer et son opercule pour refermer l’emballage.

Exemples d’emballages plastiques
Le cahier des charges pour un bon emballage est de trouver le bon film plastique qui va pouvoir sceller sur un ou plusieurs supports/ barquettes choisis.
Il faut donc connaître :
– La nature du film d’operculage
– La nature chimique du support
– Quel contenant : sec, gras…
– Dans quelles conditions on va utiliser le système global: film+ barquette
Principe de scellage = la matière en fusion (film & support) sous l’action de la combinaison de la température, pression et temps vient lier les matériaux par affinité chimique.
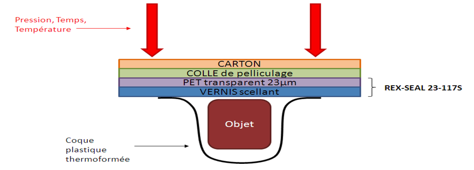
Principe du scellage
Pour comprendre chaque aspect du scellage, il est important de le séparer en deux parties : le mécanisme nécessaire à la formation du scellage et le mécanisme d’ouverture du scellage.
1/ Mécanisme de formation du scellage
Deux paramètres rentrent en compte : la solubilité polymères film + barquette compatible et le mécanisme de formation du scellage.
En effet, les polymères devront être solubles dans le but d’inter-diffuser, de se lier l’un à l’autre. A savoir que, si deux polymères ont une solubilité proche, le scellage sera donc fort. Il faut également noter que la polarité affecte aussi la solubilité. Les polymères apolaires tels que le PE et le PP seront difficilement compatibles avec les polymères polaires tels que les EVA, PVC, PA et PET.
Quant à la diffusion, elle désigne les paramètres qui contrôlent le mouvement des molécules pour former un joint de scellage. Le coefficient de diffusion va dépendre de la température, de la pression, ainsi que du temps auxquels sont soumis nos polymères. Lors du scellage, la température apportée par le mord chauffant va venir ramollir les polymères thermoplastiques.
Au moment du ramollissement, les liaisons des polymères, qui étaient jusque-là fixes, deviennent partiellement mobiles et forment des zones de contact fondues entre elles.
La pression et le temps vont alors desserrer les enchevêtrements de ces liaisons afin qu’elles deviennent toutes libres. Lorsque la pression du mord est relâchée, les macromolécules se diffusent entre elles et forment de nouveaux enchevêtrements avant de recristalliser par refroidissement et de se resserrer pour obtenir une bonne adhésion contre chaque support. Que ce soit du côté du vernis enduit sur son support souple (film plastique), ou du vernis contre le support rigide (barquette), les processus de diffusion et d’adhésion lors du scellage seront les mêmes. Plus l’adhésion sera forte, plus la force du scellage sera élevée.
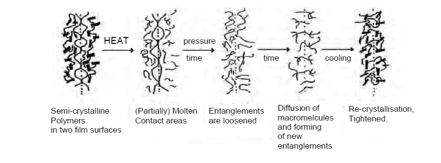
Mécanisme de formation d’un scellage
2/ Mécanisme d’ouverture du scellage
Lors de la désolidarisation des deux supports, il existe 3 types de ruptures possibles pour le scellage :
- La rupture support : les liaisons entre l’adhésif et les deux supports ainsi que les liaisons intermoléculaires de l’adhésif sont trop fortes. Il est impossible de désolidariser nos deux supports scellés. C’est le support qui casse.
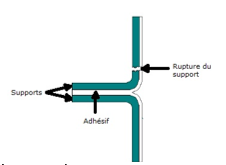
Schéma d’une rupture support
- La rupture adhésive : les liaisons entre l’adhésif et un des supports ne sont pas suffisamment fortes et cassent. Cela se caractérise par la présence de l’adhésif sur un seul des supports.
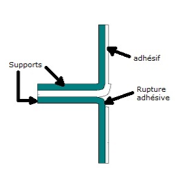
Schéma d’une rupture adhésive
- La rupture cohésive : la fissure se propage à travers le joint thermique. La formation de liaisons suffisamment fortes entre l’adhésif et les deux supports fait que les liaisons intermoléculaires de l’adhésif cassent. Cela se caractérise par la présence d’adhésifs sur chaque support, ainsi qu’un aspect blanchit dû aux ruptures des liaisons intermoléculaires.
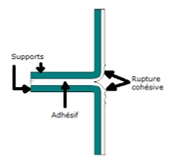
Schéma d’une rupture cohésive